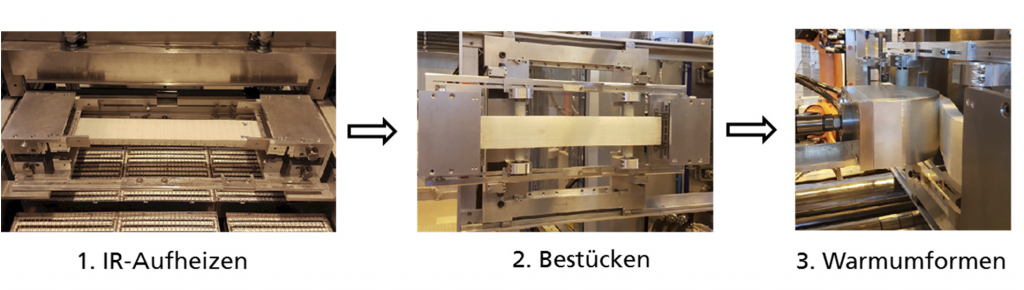
Die Warmumformung von ebenen Organosandwich-Halbzeugen setzt ein plastisches Deformationsvermögen des Wabenkerns und der endlosfaserverstärken Deckschichten im thermoplastischen Sandwichverbund voraus. Aus diesem Grund muss das Sandwich- Halbzeug definiert aufgeheizt und in einen Zustand versetzt werden, der eine kontrollierte Deformation der Verbundstruktur ermöglicht. Wie beim Thermoformen von gewebeverstärkten Organoblechen, muss die thermoplastische Matrix der Decklagen auf eine Temperatur oberhalb ihres Schmelzpunktes erwärmt werden. Die Herausforderung für das Aufheizen der Sandwichverbunde besteht nun darin, den integrierten thermoplastischen Wabenkern so zu erwärmen, das dieser plastisch verformbar ist. Gleichzeitig muss der Kern jedoch noch genug Restdruckfestigkeit aufweisen, um die beim Thermoformen der gewünschten Schalenform auftretenden Drucklasten aufnehmen zu können. Aus diesem Grund wurde vorab das Aufheizverhalten von Sandwich-Halbzeugen aus PP-Wabenkern mit 80 kg/m³ Dichte (THPP80-10/8) und Cross-ply Decklagen PP-GF60 (aus UD-Tape-Einzellagen mit 60 Gew.-% Faseranteil im 0/90 Laminataufbau) mit Hilfe eines mittelwelligen IR-Strahlungsofens sowohl experimentell als auch numerisch untersucht.
Für grundlegende Untersuchungen des Thermoformverhaltens wurde ein Versuchsstand entwickelt und technologisch umgesetzt, mit welchem unterschiedliche Geometrien und Formgebungsprozesse untersucht werden können. Im ersten Schritt wurde das 2d-Umformen von eben Sandwich-Streifen mit Hilfe eines zylinderförmigen Stempels untersucht (siehe Bild). Dies ermöglicht, differenzierte Untersuchungen des Verformungsvermögens und der Verformungsmechanismen der Sandwichverbundhalbzeuge in Bezug auf deren anisotrope mechanische Eigenschaften. Geformt wird der auf zwei Rollen gelagerte Sandwich- Streifen durch eine Stempelbewegung in Dickenrichtung (siehe Bild 5). Die Sandwichprobe kann dabei mit konstanten Vor- und Einzugskräften an den Deckschichten beaufschlagt werden, um z.B. Faltenbildung an den Radiusinnenseiten zu vermeiden.
Zur Untersuchung des Thermoformprozesses unter prozessnahen Bedingungen besteht die Möglichkeit, die Versuche in vertikaler Einbaulage in einer für Forschungszwecke angepassten Vertikalspritzgussmaschine KM200 durchzuführen. Kraft-Weg-Sensoren erlauben das Erfassen von Umformkräften während der Stempelbewegung. Durch die Prägefunktion der Maschinen ist eine genaue Steuerung des Stempelvorschubs möglich.
Es konnte festgestellt werden, dass der Wabenkern in W- (längs zur Faltrichtung) und LRichtung (quer zur Faltrichtung) ein gutes und annährend ähnliches Umformvermögen aufweist. In W-Richtung lässt der Kern zu dem plastischen Verformen der Zellwände ein Umorientieren
der Einzelzellen und damit höhere Umformgrade zu.